Robotické svařování Mig ---- Řešení pro svařování sloupů pouličních lamp
Index
1. Informace o obrobku
2. Robotické svařování Přehled řešení
3. Proces řešení robotického svařování
4. Robotické řešení Konfigurace zařízení
5. Hlavní funkce 6. Představení zařízení
7. Instalace, uvedení do provozu a školení
8. Kontrola a přijetí
9. Environmentální požadavky
10. Záruční a poprodejní servis
11. Přiložená dokumentace dodávky
Video aplikace robotického svařování
1, Informace o obrobku
-Svařovací drát Průměr: Ф1,2 mm
-Proces svařování: svařování v ochranné atmosféře/svařování MIG
-Typ svarového švu: přímkový typ, kruhový typ
-Ochranný plyn:99% CO2
-Operační metoda: ruční nakládání a vykládání, automatické svařování robotem
-Chyba při montáži:≤ 0,5 mm
-Čištění talířů :kovový lesk je vidět ve svaru av rozsahu dvojnásobku výšky svaru na obou stranách
2, Řešení robotického svařování Přehled
Aby se zlepšila efektivita práce, podle skutečné situace obrobku, továrna Honyen poskytne sadu svařovacích robotických pracovních stanic, které lze nahradit různými nástroji, aby byly kompatibilní s různými produkty.Pracovní stanice se skládá z modelu robota: svařovacího robota HY1006A-145, svařovacího zdroje, speciálního svařovacího hořáku pro robota, elektrického ovládání Skříň a tlačítka, vodní chlazení, polohovadla s dvojitou pracovní stanicí, nástrojové přípravky, bezpečnostní ochranný plot (volitelně) a další díly.
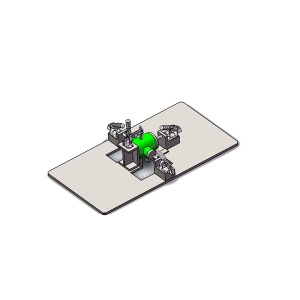
3, Úvod do rozvržení robotické pracovní stanice Mig Welding
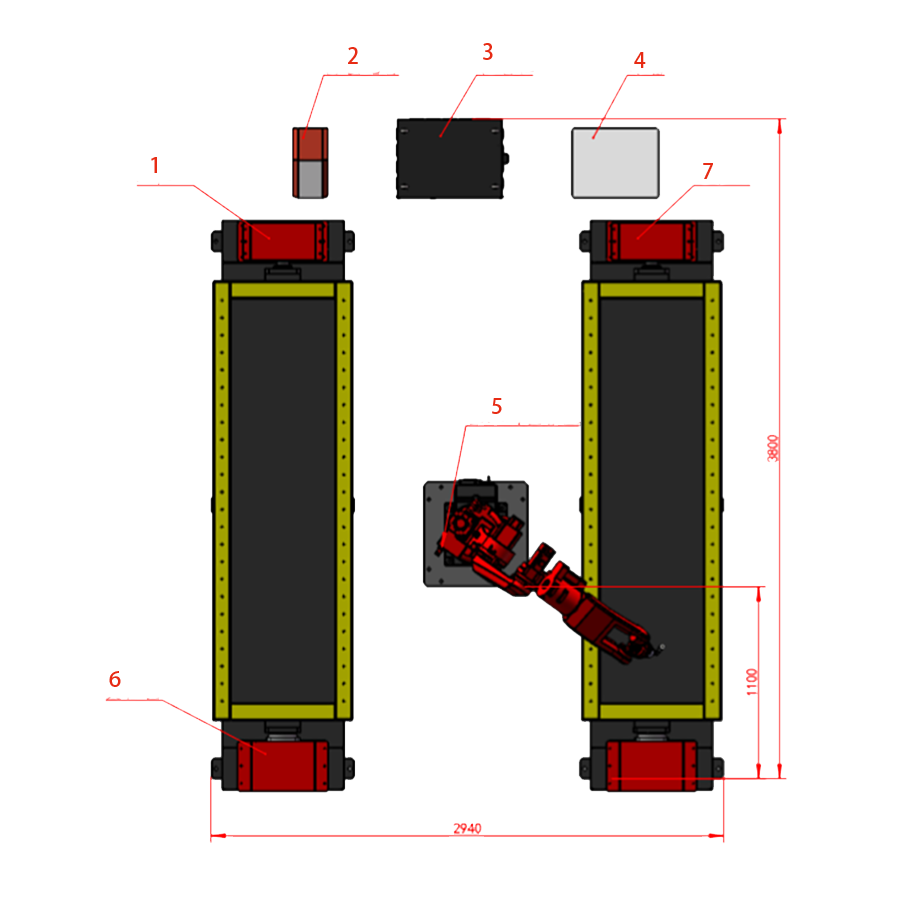
Rozvržení pracovní stanice robotického obloukového svařování Honyen
1, Pracovní stanice 1
2, Svařovací zdroj
3, Ovladač robota
4, Chladič vodního chlazení
5, robot pro obloukové svařování Honyen, HY1006A-145
6, polohovač
7, Pracovní stanice 2
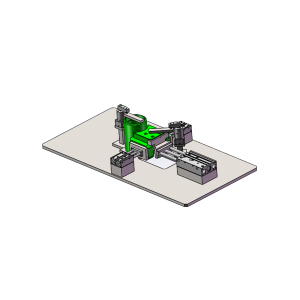
Přípravky elektrických pólových dílů
Upevnění dílů elektrických sloupů 2
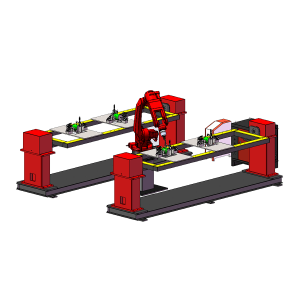
Řešení robotického svařování Rozvržení 1
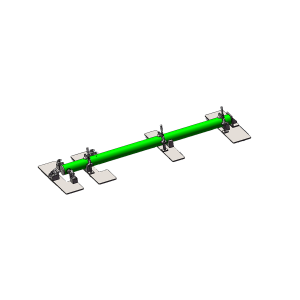
Upevnění dílů elektrických sloupů 3
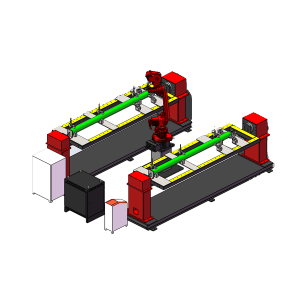
Řešení robotického svařování Layout 2
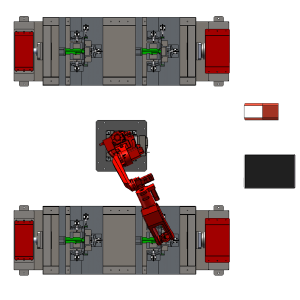
Řešení robotického svařování Layout 3
4. Proces řešení robotického svařování I. Operátor naloží obrobek na stanici 1, po naložení a upnutí.Operátor stiskne startovací tlačítko rezervace robota 1 a robot spustí automatické svařování;
II.Operátor přejde na stanoviště 2 pro vložení obrobku.Po vložení obrobku obsluha stiskne tlačítko spouštění rezervace robota 2 a čeká, až robot dokončí svařování;
III.Poté, co robot dokončí svařování na stanici 1, automaticky provede program stanice 2;
Ⅳ.Poté operátor vyloží obrobek na stanici 1 a vloží nový obrobek;
V. cyklus v pořadí.
5. Robotické řešení Konfigurace zařízení
| Položka | Modelka | Množství | Značka | Poznámky | ||
| 1 | 1.1 | Tělo robota | HY1006A-145 | 1 set | Honyen | Včetně těla robota, řídicí skříně, výukového programátoru |
| 1.2 | Ovládací skříň robota | 1 set | ||||
| 1.3 | Svařovací zdroj | 1 set | Honyen | svářeč Megmeet | ||
| 1.4 | nádrž na vodu | 1 set | Honyen | |||
| 1.5 | Svařovací hořák s vodním chlazením | 1 set | Honyen | |||
| 2 | 1 osový polohovač | HY4030 | 2 Nastavte | Honyen | 2,5 m, zatížení 300 kg, jmenovitý výstupní výkon 1,5 kW | |
| 3 | Elektrická řídicí stanice | 2 Nastavte | Honyen | |||
| 4 | Návrh systému, integrace a programování | 1 set | Honyen | |||
| 5 | Bezpečnostní plot | 1 set | Honyen | Volitelný | ||
6. Hlavní funkce Pro zajištění kvality a efektivity svařování je robotický systém vybaven dokonalou funkcí vlastní ochrany a databází obloukového svařování.Hlavní funkce jsou následující:
Obnovit původní cestu: když je tok ochranného plynu abnormální, svařovací drát je spotřebován a dočasně zastaven během svařování, lze po odstranění závady přímo zavolat příkaz "pokračovat ve svařování" a robot může automaticky pokračovat ve svařování z libovolné polohy do zavěšené polohy.
Detekce a predikce poruch: poté, co dojde k poplachu, robot získá data z řídicího zařízení, spekuluje o chybných dílech a postupně poskytne seznam dílů s vysokými poruchami, zobrazí sekvenci výměny komponent a diagnostiku na počítači, kterou lze zobrazit na místě pomocí výukového přívěsku.Kromě toho počítač pravidelně získává provozní data od robota, analyzuje získaná data, posuzuje, zda je provozní stav robota normální, a vyzývá uživatele k řešení nadcházející závady.
Antikolizní funkce: když robotický svařovací hořák narazí na vnější předměty, zařízení proti srážce robota chrání svařovací hořák a tělo robota.
Expertní databáze: nastavením potřebných svařovacích podmínek v programu může tento systém automaticky dokončit uspořádání svarového švu a nastavení odpovídajících svařovacích parametrů.
Výuka a programování: realizovat programování na místě prostřednictvím výukového přívěsku.
Tkaní svařování: Během procesu svařování může robot nejen realizovat běžný kruhový typ švihového svařování a také typ Z.To pomáhá robotu realizovat funkci švihového svařování zákazníka podle tvaru obrobku, aby se zvýšila šířka svarového švu s pevností svařování a dobrým svařovacím výkonem.
Stavový displej: robot může zobrazovat provozní stav celého robotického systému prostřednictvím výukového přívěsku, včetně stavu provozu programu, změn parametrů procesu svařování, změn systémových parametrů, aktuální polohy robota, záznamů historie provedení, bezpečnostních signálů, záznamů alarmů atd., takže zákazníci mohou včas porozumět stavu robotického systému a předejít problémům předem.
Vstupní / výstupní soubory: Systémové soubory robota a programové soubory v systému robota mohou být uloženy na SD kartu v ovladači robota a také mohou být uloženy do externího zařízení.Programy napsané offline programovacím softwarem lze také nahrát do řídicí jednotky robota, To pomáhá zákazníkům pravidelně zálohovat systémové soubory, Jakmile dojde k problému v systému robota, lze tyto zálohy obnovit, aby se vyřešily problémy robota.
7, Představení zařízení HY1006A-145 je vysoce výkonný robot s inteligentní funkcí.Je vhodný pro svařování a řezání v ochranné atmosféře plynu.Jeho charakteristikou je nízká hmotnost a kompaktní konstrukce.
Pro aplikace obloukového svařování společnost Honyen úspěšně navrhla lehké a kompaktní rameno, které nejen zajišťuje původní spolehlivost, ale také dosahuje vynikajících nákladů.
Honyen využívá nejpokročilejší servo technologii, která může zlepšit rychlost pohybu a přesnost robota, minimalizovat zásahy operátora a zlepšit pracovní efektivitu při svařování a řezání v ochranné atmosféře.
| Osa | Užitečné zatížení | Opakovatelnost | Výkonová kapacita | životní prostředí | Hmotnost | Instalace |
| 6 | 10 | 0,08 | 6,5 KVA | 0~45℃20~80% RH (žádná vlhkost) | 300 kg | Země/strop |
| Rozsah pohybu J1 | J2 | J3 | J4 | J5 | J6 | úroveň IP |
| ±170° | +80°~-150° | +95°~-72° | ±170° | +115°~-140° | ±220° | IP54/IP65 (zápěstí) |
| Maximální rychlost J1 | J2 | J3 | J4 | J5 | J6 | |
| 158°/s | 145°/s | 140°/s | 217°/s | 172°/s | 500°/s |
Úplné čínské provozní rozhraní a lze jej změnit na angličtinu pomocí plného ovládání klávesnice
Podpora různých komunikací včetně I/O rozhraní, Modbus, Ethernet atd.
Podporujte spojení s více roboty a dalším externím zařízením
Velký barevný dotykový displej
Nakonfigurované zařízení proti srážce, které chrání rameno robota a snižuje rušení
Řízení pohybu robota poskytuje optimální plánování trasy
Stovky vestavěných funkčních tašek a funkcí zjednodušují programování
Prostřednictvím SD karty je vhodné zálohovat a kopírovat data
Polohovač
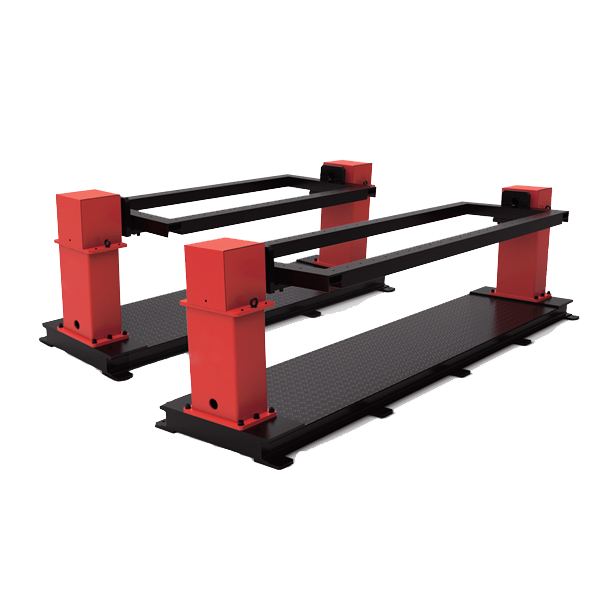
Dvojité polohovací zařízení Honyen Head-tail, které se používá k otáčení obrobku, spolupráci s robotem, dosažení dobré polohy pro svařování a dosažení dobrého svařovacího výkonu
Svařovací zdroj

Plně digitální průmyslová velká zátěž řady Megmeet Ehave cm 500h / 500 / 350 * CO2 / MAG / MMA inteligentní svařovací stroj
8. Instalace, uvedení do provozu a školení
Před dodáním bude robotický systém sestaven a plně funkční odzkoušen v naší firmě.Zákazník dodá své díly naší společnosti ke zkušebnímu svařování a předběžnému převzetí před dodáním.Během předběžného přijetí absolvují operátoři zákazníka úvodní technické školení.
Instalační plán a technické požadavky budou zákazníkovi předloženy 15 dní před instalací a zákazník provede včasnou přípravu dle požadavků.Naše společnost vyšle inženýry, aby provedli instalaci systému a uvedení do provozu u uživatele.Za podmínky, že zákazník zajistí dostatečné zprovoznění obrobků, nesmí doba od naprogramování zprovoznění, zaškolení personálu až po hromadnou zkušební výrobu přesáhnout 10 dnů.Naše společnost školí uživatele programování, provozu a údržby robotických systémů pro zákazníky a účastníci školení by měli mít základní znalosti počítače.
Během instalace a uvádění do provozu musí zákazník poskytnout potřebné nástroje, jako je zvedací zařízení, vysokozdvižný vozík, kabely, příklepová vrtačka atd., a poskytnout dočasnou pomoc při vykládce a instalaci.
Naše společnost je zodpovědná za vedení, instalaci, uvedení zařízení do provozu a zaškolení obsluhy.Naše společnost je zodpovědná za údržbu a školení obsluhy.Provozovatel bude zařízení obsluhovat a udržovat sám.Obsah školení: princip struktury zařízení, běžné elektrické odstraňování problémů, seznámení se základními programovacími instrukcemi, programovací dovednosti a metody programování typických částí, představení a opatření ovládacího panelu zařízení, praxe obsluhy zařízení atd.
9. Kontrola a akceptace
Předpřejímka se provádí v naší společnosti za účasti příslušných pracovníků obou stran.Při předpřejímce budou obrobky testovány podle přesnosti obrobku poskytnutého zákazníkem, svařovat se smí pouze kvalifikovaný obrobek a musí být vystaven protokol o předpřejímce.Po dokončení převzetí bude Robot doručen.Aby bylo zajištěno předběžné převzetí, budou poskytnuty 3 obrobky pro běžnou výrobu.
10.Environmentální požadavky Bezpečnostní požadavky: plyn a náhradní díly používané uživateli musí odpovídat příslušným národním normám.
Zdroj vzduchu musí být umístěn venku, ne méně než 15 m od ohně a ne méně než 15 m od plynu a kyslíku.Zdroj vzduchu musí udržovat dobré větrací podmínky a musí být na chladném místě mimo dosah větru.
Před použitím robota musí být zkontrolovány všechny plynové okruhy.Pokud dojde k úniku vzduchu, musí být opraven, aby nedošlo k chybě.
při seřizování tlaku a výměně plynové láhve obsluha nesmí mít na rukou ropné látky.
okolní vlhkost: obecně je okolní vlhkost 20% ~ 75% RH (v případě, že nedochází ke kondenzaci);Krátkodobě (do 1 měsíce) méně než 95 % RH (příležitosti bez kondenzace).
stlačený vzduch: 4,5 ~ 6,0 kgf / cm2 (0,45-0,6 mpa), filtrační olej a voda, ≥ 100 l / min
Základ: minimální pevnost betonu je C25 a minimální tloušťka základu je 400 mm
vibrace: držte mimo zdroj vibrací
napájení: napájení všech vyrobených elektrických a elektronických zařízení přijímá třífázové střídavé napětí 50 Hz (± 1) a 380 V (± 10 %), aby bylo zajištěno primární uzemnění napájecího zdroje.
Služby na místě poskytované zákazníky:
všechny potřebné přípravy před dodáním, jako je založení, potřebné svářečské práce, upevnění pomocného nářadí atd.
vykládka a doprava u zákazníka.
11. Záruční a poprodejní servis Záruční doba na svařovací zdroj je 12 měsíců.
Záruční doba na tělo robota je 18 měsíců.
V případě poruchy nebo poškození při běžném používání a zařízení je v záruční době, naše společnost může opravit nebo vyměnit díly zdarma EXW (kromě spotřebního materiálu, produktů údržby, bezpečnostních trubic, kontrolek a dalšího spotřebního materiálu speciálně určeného naší společností).
U zranitelných částí bez záruky naše společnost slibuje běžnou životnost a dodací cenu zranitelných částí a zařízení má stabilní zásobovací kanál zařízení po dobu až pěti let.
Po uplynutí záruční doby bude naše společnost i nadále poskytovat doživotní placený servis a poskytovat komplexní technickou podporu a požadované příslušenství zařízení.
12. Přiložená dokumentace dodávky Instalační výkresy: výkresy konstrukce základů zařízení a výkresy instalace zařízení
◆ konstrukční výkresy: výkresy přípravků a zařízení
◆ Manuál: návod k obsluze zařízení, návod k údržbě a návod k obsluze robota
◆ příslušenství: dodací list, certifikát a záruční list.



